According to Graham Harris from CreaseStream, paper manufacturing has changed dramatically over the last two years as lower fibre content and recyclable elements, combined with a multitude of ink applications, leads to more printed items cracking than ever before. The rules of creasing are not what they used to be, and there has never been a more critical time to make sure your choice of creasing solution is right.
Question 1: Does the crease match the stock weight?
Before choosing your creasing machine, be sure to check how many crease style options it comes supplied with as standard. There are so many types of creasing machines on the market that only provide a single crease option, or two at the most, and these are usually wide settings that work much better when applied to heavier materials (170gsm and above).
The rules of creasing are simple: the heavier the stock you need to fold, the wider and deeper the crease should be. Of course, the same is true in reverse: the lighter the stock, the narrower and more shallow the crease should be.
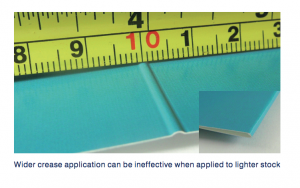
Wider crease settings are perfect when applied to heavier stocks that require extra width in the spine of the fold, however, when it comes to using the same setting on lighter/medium materials, the crease width has an adverse effect that you can see when trying to consistently hand-fold a number of sheets. Quite simply, it is not so easy to apply the fold in the same area every single time, why?
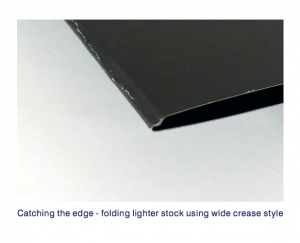
All too often, machine or hand-folding can find the weakest area, which is usually along one of the edges at the side of the crease, instead of down the middle. The finished quality and look of the folded product is usually less than acceptable, as slight breaking of ink or cracking can begin to appear.
Another major problem can also occur due to reduced stiffness in paper substrates – the crease registration can vary because the stock yields or buckles as it is held in position before the creasing rule is applied.
Ideally, narrow crease settings should be applied to paper stocks and some medium weight materials so a sharper, neater fold can be implemented. The margins in error associated with folding such types of substrates that have a narrow crease area to aim for are eliminated.
What some manufacturers won’t tell you is that when they developed their creasing machines several years ago, paper didn’t crack during the folding stage like we see today, it was all about processing card stocks that didn’t buckle or bring about register problems or production challenges.
More and more lighter materials crack during the folding process than ever before, particularly toner based and UV coated materials. Make sure that you check that creasing machine suppliers have addressed this issue, and have available an array of crease settings to cope with all weights of stocks. Ask about registration issues, particularly when lighter materials are processed through their machine, and make sure you ask for a free demonstration.
Question 2: Does the crease always match the fold direction?
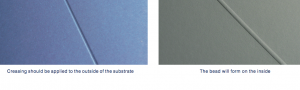
Many types of creasing machines work on the basis of a creasing blade striking the sheet into a matrix below, so that an area is weakened to accommodate the folding process, without the risk of cracking. The preferred method of creasing is for the area most prone to cracking (outside spine) to be indented by the blade, so that the fibres are pushed to the inside, resulting in a bulge forming, which is more profound when the fold is applied.
The risk of cracking is always a threat when a fold is applied to the crease in the opposite direction, sometimes leaving a less than perfect finish. The reason for this is that the stock fibres are being pushed from the inside to the outside, increasing the chances of slight ink breakage, or cracking on the spine after a fold is applied.
Traditional creasing methods using the blade and matrix formula can only apply the creases to one side of the sheet. The problem with two directional folding is more evident in concertina (or accordion) folding formats where at least one crease may not suit the intended fold direction.
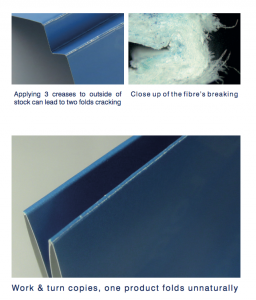
Of course, some companies prefer to crease their printed sheets before they are trimmed on their guillotine; this means that they can apply creases to several copies at the same time, rather than processing them individually. This method is fine when the printed images are all laid out on the same side of the sheet, but not so great when half (of the images) are reversed. In fact, applying a matrix style crease to work and turn, or work and tumble, layouts could lead to 50% of the images coming under threat from potential cracking issues.
Two directional folding formats, such as concertina, are always prone to some kind of variation in finishing results when flatbed matrix creasing is applied, simply because at least one crease impression won’t always suit the unnatural fold direction. Cracking might also affect pre-creased work and turn sheets where half the copies will end up being folded unnaturally. Check with creasing machine suppliers that they have addressed this issue – some may offer alternative methods. The picture below demonstrates one crease applied on top of the sheet and one below. This results in the perfect concertina fold without the threat of cracking.
Question 3: How fast will the creasing machine produce my work?
It makes me smile the number of times I have heard matrix creasing machine manufacturers say that output speed is not important. OK, some matrix creasing machine manufacturers clearly state that their solutions can output a safe 4000 creased sheets per hour, yet almost in the same sentence they also claim that their machines can apply up to nine creases (per sheet.) Something doesn’t add up here. The fact is simple, yes, if you find the correct matrix creasing machine manufacturer and pay the right money, you can expect to process your A4 sheets at a rate of 4.000 sheets per hour, but only if you apply one single crease. Yes I repeat: only if you apply one single crease.
Adding crease number two means that the sheet has to stop for a second time while the same creasing blade strikes it, and this can reduce the output by up to 50%. In other words, 4000 creased products per hour can turn into 2000, so just imagine how long it takes to produce the nine creases on offer.
Whether manufacturers of matrix styles of creasing admit it or not, this type of application is slow. Most matrix creasing manufacturers are basing their figures on items that are creased once. And they also only mention the maximum nine creases their machines can apply per sheet without reference to output decreasing to hundreds per hour, instead of the 4000 they started with.
When looking to purchase your creasing machine, it is critical that you know how long it may take to produce your creasing work. Base this on an array of formats you wish to process, that may need more than one crease or fold, and ask the supplier to work out an honest estimated output number. Better still, request a free onsite demonstration, this way you can use some of your own materials to put the machine to the test.
Question 4: What other features and benefits are included?
It’s amazing how many people buy a creasing machine and then outsource work to be micro-perforated. In knowing that the creasing machine you buy will carry out its main purpose of eliminating cracking, is it unreasonable to expect it to perform other finishing applications too? It is no longer acceptable to restrict yourself to a creasing machine that just creases. It sounds crazy, but it’s true.
Any creasing machine manufacturer worth their salt will try to create a multi-functional solution that can do more than ‘what it says on the tin’, they simply have to offer added value and to gain market share.

Some creasing machines have the facility to substitute the creasing blade for a perforating knife. Although this gives the user more flexibility, it also means that a product that requires both creasing and perforating applications must be processed through the same machine twice. There are one or two solutions that can crease, perforate and trim a sheet in one pass, but they cannot apply creases/perforations to either side of the sheet to suit fold direction, nor can they reach a high level of quality and output productivity.
Matrix methods where you rely on a creasing or perforating blade to implement all the applications you require are great if you have time on your hands and do not mind resetting and processing the same sheets through again. Multifunctional matrix machines that crease, perforate and cut simultaneously are probably a step closer to meeting the customer’s expectations. However, remember that creases and perforations are still restricted to being applied to only one side of the sheet, and output speeds remain slow.
CreaseStream machines solve the issues raised above and are available in South Africa from ATS Solutions.
ATS – Advanced Technology Solutions (+27 11) 675 6397 nadine.hayns@ats-sa.co.za www.ats-sa.co.za





{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}